一、项目背景:
某大型石化企业的催化裂化(FCC)装置,需从油浆中高效回收贵重的催化剂粉末。同时,在其下游精细化工板块,高附加值化工产品(如PTA、PIA等)的最终脱水工序对滤饼纯度和湿度有极致要求。
二、挑战与需求:
催化剂回收:处理介质为高温、含溶剂的复杂浆料,对设备密封性、防爆性要求极高。
产品脱水:要求滤饼纯度极高,无交叉污染,含水率需控制在极低水平(如<5%)。
连续自动化:必须满足石化装置“安、稳、长、满、优”的连续运行要求。
安全合规:整个系统需符合ATEX等严格的防爆标准。
三、核旭解决方案:
针对不同工段,我们提供了定制化方案:
1.催化剂回收工段:采用 XU型密闭真空过滤机。其全密闭结构完美解决了挥发性有机物(VOC)逸散和防爆问题,特殊的滤布选型确保了催化剂的高效截留与回收。
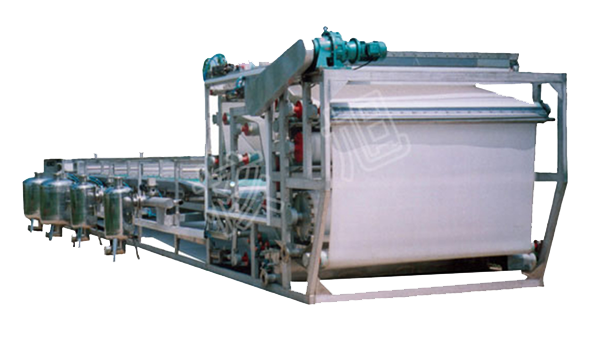
2.产品脱水工段:选用 PBF型水平带式真空过滤机。配备多级逆流洗涤装置,确保产品纯度;采用热风穿饼或蒸汽罩等强化干燥技术,将产品含水率降至极限。
四、应用效果与客户价值:
1.经济效益:催化剂回收率超过98%,大幅降低了采购成本;高价值产品因纯度和湿度达标,提升了市场竞争力。
2.安全环保:全程密闭生产,VOC排放达标,实现了绿色、安全生产。
3.稳定运行:设备与主装置同步率高,故障率低,保障了客户整体生产的连续性。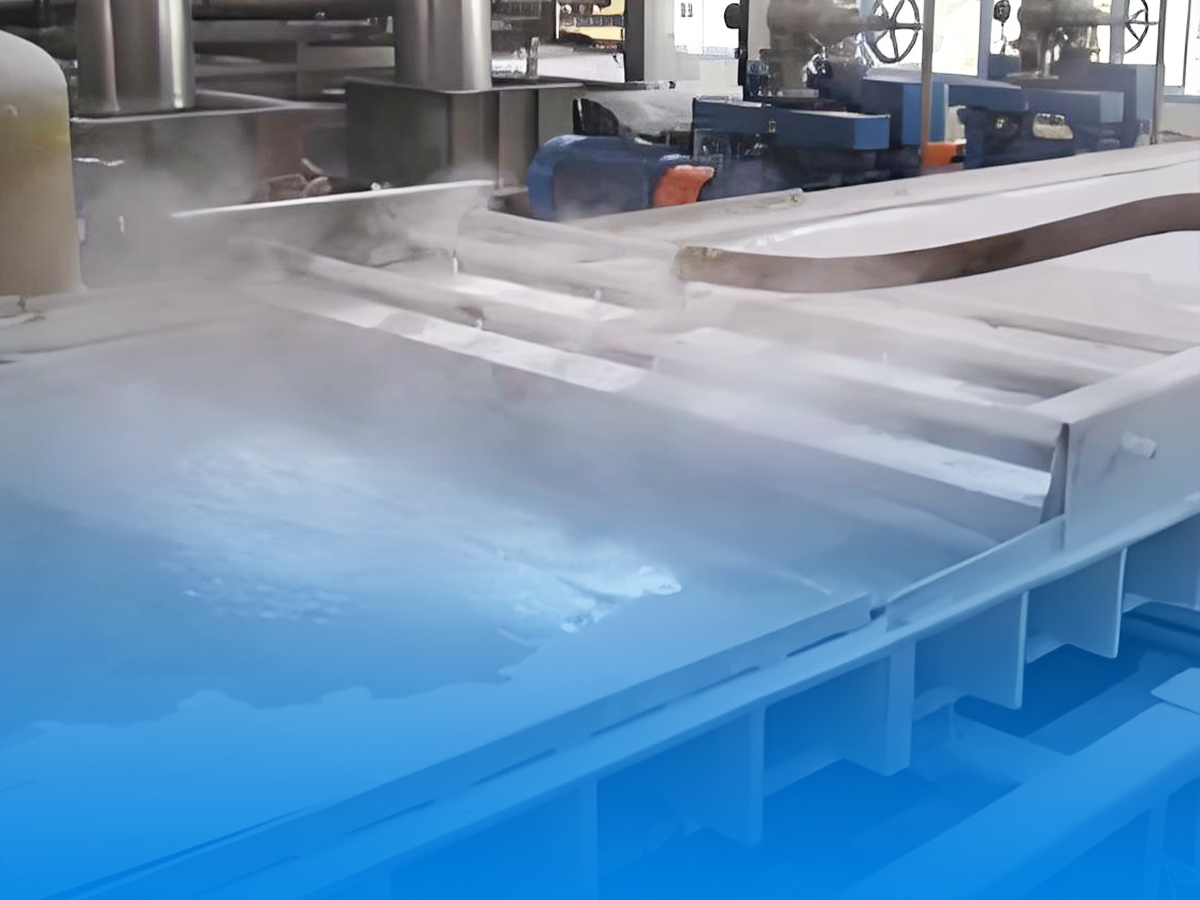
无论您是新建产线选型,还是旧设备升级改造,我们都将为您提供免费技术咨询→方案设计→报价→售后一站式服务!

让每一滴滤液更纯净,每一块滤饼更干燥——我们专注固液分离,助力客户生产更高效!
Copyright © 2025 浙江核旭机械制造有限公司 版权所有