

Concentrate

Concentrate

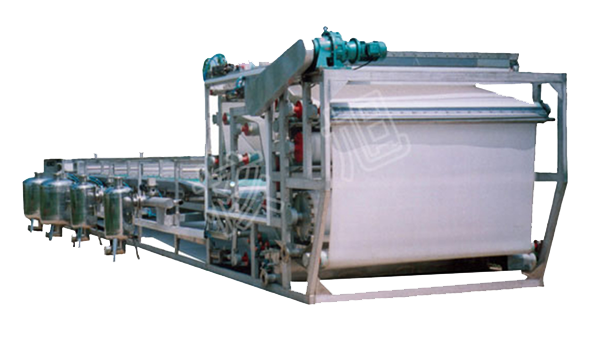
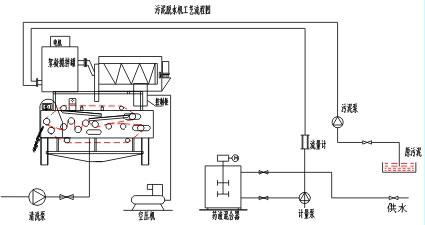
Core advantage:Dual function integration of 'concentration+dehydration', first quickly concentrate the slurry through gravity settling (concentration increased to 30% -40%), and then complete deep dehydration through vacuum filtration (filter cake moisture content ≤ 25%);;
Energy saving design:A single device replaces the traditional combination of 'concentration tank+filter press', reducing the footprint by 60% and energy consumption by 40%;;
Applicable scenarios:Pre treatment and reduction of municipal sludge and mining tailings, especially suitable for working conditions with limited sites;;
Value added services:Supporting intelligent dosing system (optional) to further enhance dehydration efficiency..


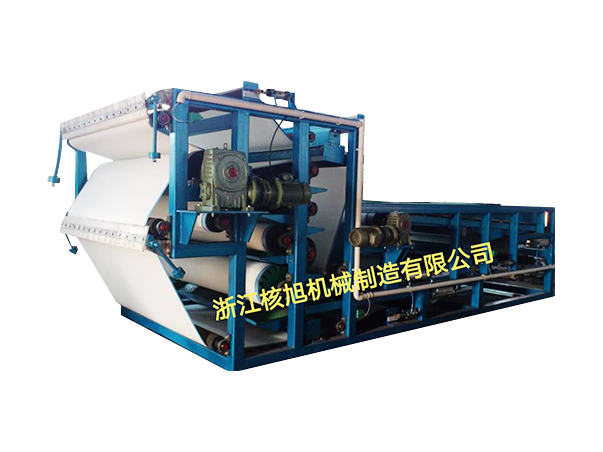
Unique sealing design, isolated work area from the outside world, zero leakage of dust/harmful gases, meeting environmental workshop standards.

Optimized configuration of vacuum system, with a 20% increase in suction efficiency and a 15% higher processing capacity than traditional models.
Optional PLC automatic control system, real-time monitoring of vacuum degree and filter cake thickness, supports remote operation.
.
Optional PLC automatic control system, real-time monitoring of vacuum degree and filter cake thickness, supports remote operation.
.The XU equipment from Nuclear Xu has solved the dust problem in our environmental protection workshop, with complete sealing compliance and zero malfunctions after two years of operation! Director of Chemical Technology.
Whether you are selecting a new production line or upgrading old equipment, we will provide you with free technical consultation, scheme design, quotation, and one-stop after-sales service!
 Tel:0572-3111106 / 13857299812
Tel:0572-3111106 / 13857299812Make every drop of filtrate cleaner and every piece of filter cake drier - we focus on solid-liquid separation to help customers produce more efficiently!