


Solution

Solution
Core requirements:Filter food grade materials (such as starch, sugar solution, high-purity aluminum hydroxide), requiring equipment materials to comply with food safety standards (FDA/GB), high filtrate transparency (no foreign objects), and filter cake that can be directly used for processing..
1. Food additives (high-purity aluminum hydroxide, food grade bentonite)
Typical materials:high-purity aluminum hydroxide (with retained crystal structure), food grade bentonite (with no foreign contamination).
Core pain points:Must comply with food contact material standards and have no residue or contamination after filtration..
Solution:
Main equipment: XU fully sealed vacuum filter machine (customized food grade model). Adaptation design: The body is made of 304/316L stainless steel, and the filter cloth is made of food grade nylon material; Sealed chamber to prevent external pollution, filter cake can be directly packaged; The transmittance of the filtrate is greater than 98%, meeting the requirements for food grade clarification.
2. Starch/sugar solution clarification (food grade syrup, starch slurry)
Typical materials:Starch slurry (high viscosity,>500cP), sugar solution (containing trace impurities)..
Core pain point:High viscosity can easily cause the filter tape to stick, requiring low shear filtration to preserve material integrity..
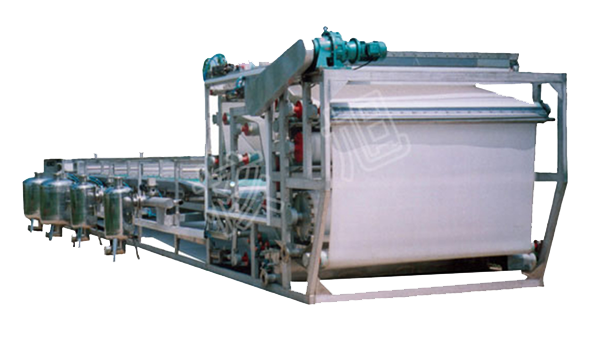
Solution:
Main equipment: PBF belt vacuum filter.. Adaptation design: equipped with a low shear feeding device (to avoid starch particle breakage), paired with hydrophilic filter cloth (such as nylon material); By combining gravity and vacuum pre dehydration, the filtrate is clear and free of suspended solids (turbidity<5NTU).

2025.08.12
2025.08.12
2025.08.12
2025.08.12
2025.08.12
Whether you are selecting a new production line or upgrading old equipment, we will provide you with free technical consultation, scheme design, quotation, and one-stop after-sales service!
 Tel:0572-3111106 / 13857299812
Tel:0572-3111106 / 13857299812Make every drop of filtrate cleaner and every piece of filter cake drier - we focus on solid-liquid separation to help customers produce more efficiently!
